BOLD ALL-CAPS TITLE
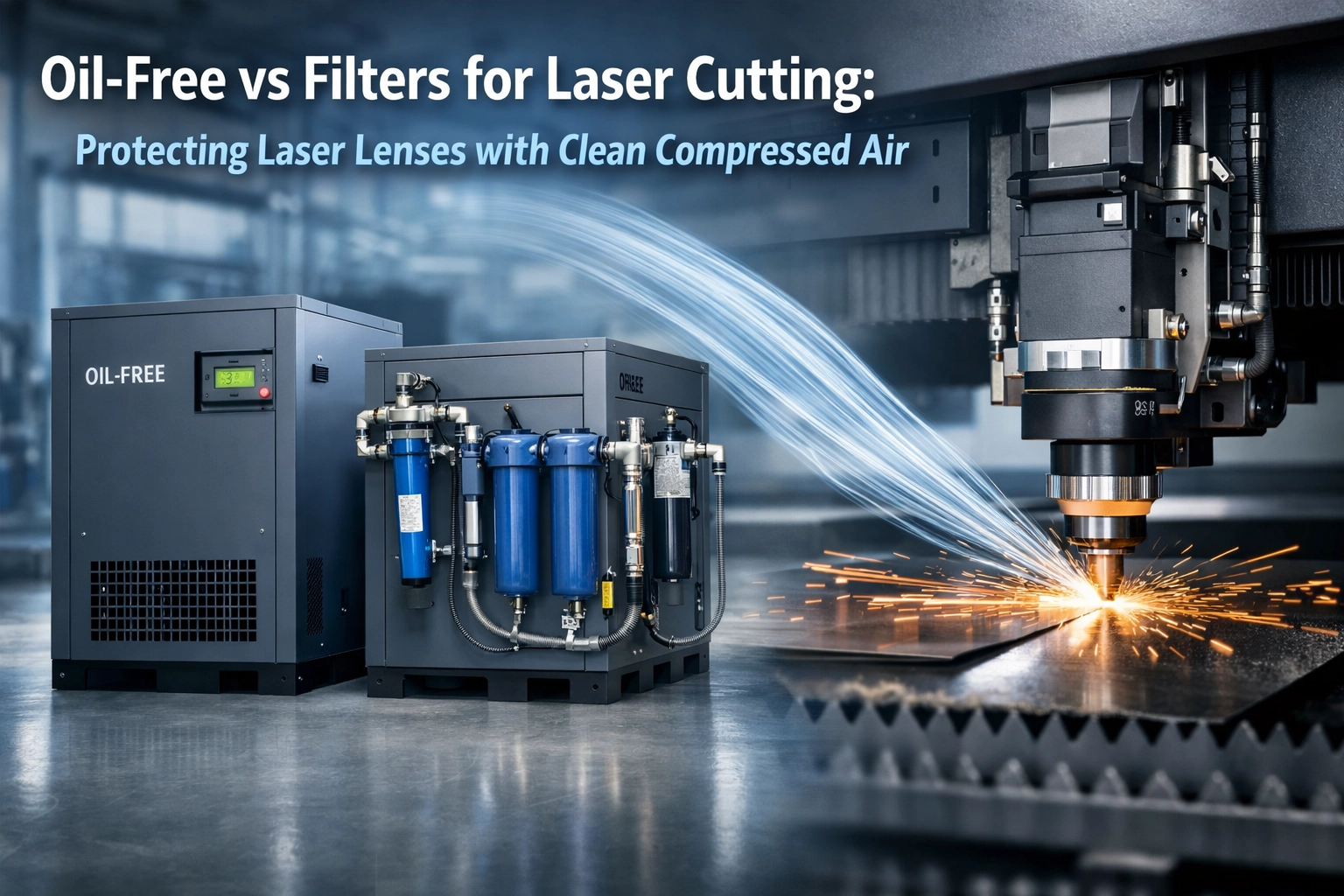
OIL-FREE VS FILTERS FOR LASER CUTTING: PROTECTING LASER LENSES WITH CLEAN COMPRESSED AIR
The simple answer: you need both oil-free operation AND advanced filtration to protect laser lenses in cutting applications. They are not alternatives: they work together as a multi-layered defense system. An oil-free air compressor for laser machine eliminates contamination at the source, while precision filters and dryers remove moisture, residual oil vapor, and particulates that would otherwise destroy expensive optical components within weeks.
After 20 years of engineering industrial air systems across 4000m² of manufacturing facilities, AirSpace Machinery has learned that laser cutting failures are rarely about the laser itself. Most edge quality problems, incomplete cuts, and premature lens replacement trace back to contaminated compressed air. This guide explains exactly how oil aerosol, particulates, and water vapor damage laser optics: and how to stop it.
BOLD ALL-CAPS
WHY LASER LENSES FAIL: THE THREE CONTAMINATION SOURCES
Compressed air naturally carries three types of contaminants that destroy laser cutting performance: oil aerosol, solid particulates, and water vapor. Each attacks the optical system differently.
Oil aerosol comes from oil-injected screw compressors. Even trace amounts (0.01 mg/m³) form a film on focusing lenses and mirrors. This film absorbs laser energy, causing localized heating that distorts the beam path and eventually cracks the lens. In high-power fiber laser systems (6kW to 30kW), this happens remarkably fast: sometimes within 200 operating hours.

Solid particulates include atmospheric dust, pipe scale, and compressor wear debris. These particles block air flow through the cutting nozzle and scatter the laser beam. When a 50-micron rust particle lands on a focusing lens, it creates a "hot spot" where the laser beam burns into the coating. The lens becomes unusable.
Water vapor condenses on cold optical surfaces. In humid environments (Southeast Asia, coastal LATAM facilities), moisture accumulates on lenses within minutes if the dew point is not controlled. Water droplets act as tiny lenses that defocus the beam, causing rough cut edges, excessive dross, and incomplete piercing. Worse, moisture corrodes metallic mirror coatings and promotes bacterial growth in air lines.
According to ISO 8573-1:2010 air quality standards, laser cutting applications require Class 1 oil content (0.01 mg/m³ maximum), Class 1 particulate (0.1 micron filtration), and a pressure dew point of -40°C or lower. Most factory compressed air without treatment measures Class 5 to 7: completely unsuitable for precision optics.
BOLD ALL-CAPS
OIL-FREE SCREW COMPRESSORS ELIMINATE THE PRIMARY CONTAMINATION SOURCE
An oil-free laser cutting air compressor removes oil contamination at the point of generation. Unlike oil-injected models that spray lubricant into the compression chamber (then attempt to filter it out downstream), oil-free screw technology uses specialized coatings and precise clearances to compress air without any oil contact.
This matters because downstream filtration cannot remove 100 percent of oil aerosol. Oil-injected compressors produce air with 2 to 5 mg/m³ oil content. Even with coalescing filters, residual oil vapor (0.003 to 0.01 mg/m³) passes through. Over 500 hours of operation, this builds a visible film on laser optics.
Oil-free operation delivers air with less than 0.003 mg/m³ oil content straight from the compression stage. For 24/7 laser cutting operations processing stainless steel or aluminum (where edge oxidation cannot be tolerated), this difference directly impacts production yield and lens replacement costs.
AirSpace Machinery's 16 bar screw compressor models with oil-free technology are specifically engineered for continuous laser cutting duty. These units deliver the stable 10 to 16 bar pressure required by fiber laser cutting heads while eliminating oil contamination risks that plague oil-injected systems.
BOLD ALL-CAPS
WHY OIL-FREE ALONE IS NOT ENOUGH: THE CRITICAL ROLE OF FILTRATION AND DRYING
Oil-free operation solves one contamination source. It does not address atmospheric moisture or particulates drawn in through the compressor intake. Every cubic meter of ambient air contains water vapor (humidity) and dust particles. These contaminants compress along with the air and must be removed before reaching the laser cutting head.
This is where precision filtration trains become essential. A complete laser cutting air system includes three filtration stages after the compressor.
Particulate pre-filter (5 micron). Removes large dust, pipe scale, and wear debris before they reach downstream components.
Coalescing filter (0.1 micron). Captures residual oil aerosol, water droplets, and fine particulates through mechanical separation and coalescence.
Activated carbon filter. Adsorbs oil vapor and hydrocarbon odors that pass through coalescing stages.
Even with these filters in place, moisture remains the most persistent problem. Filters remove liquid water droplets but cannot extract water vapor dissolved in compressed air. As air temperature drops (in distribution lines, at the cutting head, or during night shifts), this vapor condenses into liquid that contaminates optics.

BOLD ALL-CAPS
REFRIGERATED DRYERS AND DEW POINT CONTROL PROTECT AGAINST MOISTURE DAMAGE
A refrigerated air dryer removes water vapor by cooling compressed air to 2 to 5°C, condensing moisture into liquid form that drains away. The dried air then reheats to ambient temperature. This process reduces the pressure dew point to +3°C: adequate for general industrial use but marginal for laser cutting.
For fiber laser cutting applications, especially in high-humidity regions (Thailand, Vietnam, coastal Brazil, southern China), a +3°C dew point is insufficient. Ambient temperature drops during night shifts or in air-conditioned facilities can cause condensation. AirSpace recommends refrigerated dryers calibrated for -10°C to -20°C pressure dew point in laser cutting installations.
Advanced systems use desiccant dryers for -40°C pressure dew point. These dryers pass compressed air through beds of moisture-absorbing material (activated alumina or molecular sieve). Desiccant drying is essential for precision laser cutting of reflective materials (copper, brass, polished stainless steel) where even microscopic surface moisture causes beam reflection errors.
Proper dew point control extends laser lens life from 300 hours to 2,000+ hours in humid environments. This single investment pays for itself through reduced consumable costs and eliminated downtime for lens cleaning and replacement.
BOLD ALL-CAPS
THE INTEGRATED SOLUTION: ALL-IN-ONE COMPRESSOR PACKAGES FOR LASER CUTTING
Rather than purchasing separate components (compressor, dryer, filters, receiver tank) and attempting to integrate them, laser cutting air compressor packages combine all elements in factory-tested configurations. These all-in-one systems deliver ISO 8573-1 Class 2 air quality from a single footprint.
AirSpace Machinery's laser cutting packages include the following integrated components.
16 bar oil-free screw compressor with Permanent Magnet Variable Frequency (PMV) drive for energy efficiency in 24/7 operation.
Integrated refrigerated dryer sized to compressor CFM output with -20°C pressure dew point capability.
Three-stage filtration train (5 micron particulate, 0.1 micron coalescing, activated carbon) pre-piped and tested.
Vertical air receiver tank to stabilize pressure fluctuations during piercing and rapid cutting movements.
Single-point electrical connection and unified control panel for simplified installation.
These integrated packages eliminate compatibility issues, reduce installation time from weeks to days, and provide guaranteed air quality performance backed by factory testing. For laser cutting operations running multiple shifts, the PMV drive technology delivers 30 to 40 percent energy savings compared to fixed-speed compressors by matching motor speed to actual air demand.

BOLD ALL-CAPS
ENERGY EFFICIENCY IN CONTINUOUS LASER OPERATION: PMV TECHNOLOGY REDUCES OPERATING COSTS
Laser cutting shops typically run 16 to 24 hours daily, six or seven days per week. At this duty cycle, compressor energy consumption becomes the largest operating cost after electricity for the laser itself. Traditional fixed-speed compressors run at full power even during idle periods, wasting 40 to 60 percent of input energy.
Permanent Magnet Variable Frequency (PMV) screw compressor technology adjusts motor speed in real-time to match air demand. During active cutting, the compressor ramps to full capacity. When the laser pauses between parts or during material loading, the compressor reduces speed while maintaining set pressure. This dynamic adjustment cuts energy consumption by 30 to 40 percent compared to fixed-speed models.
For a 30HP (22kW) compressor running 6,000 hours annually, PMV technology saves approximately 50,000 kWh per year. At typical industrial electricity rates (0.08 to 0.12 USD per kWh), this represents $4,000 to $6,000 in annual savings: sufficient to recover the PMV premium within 18 to 24 months.
PMV motors also generate less heat, reducing cooling loads in temperature-controlled fabrication facilities. This secondary benefit matters in precision laser cutting where thermal stability affects cut accuracy and material handling.
BOLD ALL-CAPS
QUICK CHECKLIST: PROTECTING YOUR LASER INVESTMENT WITH CLEAN COMPRESSED AIR
Before purchasing a laser cutting air compressor or upgrading your current system, verify these critical specifications.
Oil-free compression. Confirm zero oil injection in the compression chamber, not just oil-free air achieved through filtration of oil-injected compressors.
16 bar discharge pressure. Provides headroom for pressure drop through filters, dryers, and distribution lines while maintaining 10 to 12 bar at the cutting head.
Pressure dew point rating. Minimum -10°C for general applications, -20°C for humid environments, -40°C for reflective materials.
Three-stage filtration. Pre-filter (5 micron), coalescing filter (0.1 micron), activated carbon adsorption.
Properly sized dryer. Refrigerated dryer CFM capacity should match or exceed compressor output at maximum ambient temperature.
PMV drive technology. Essential for 24/7 operations to minimize energy waste during low-demand periods.
Compliance documentation. CE certification and ISO 9001 quality system verification for international installations.
Export support. Confirm factory can provide complete documentation for customs clearance, installation drawings in local language, and remote technical support during commissioning.
BOLD ALL-CAPS
GLOBAL BUYER CONSIDERATIONS: DOCUMENTATION, LOGISTICS, AND REGIONAL AIR QUALITY CHALLENGES
For international buyers evaluating Chinese-manufactured laser cutting air compressor systems, several practical concerns require attention beyond technical specifications.
Documentation verification: Request original CE certification documents with test reports, not just a logo on the nameplate. ISO 9001 certificates should show current validity and scope covering air compressor manufacturing. AirSpace Machinery provides complete compliance documentation in English with every export shipment, including electrical schematics, installation manuals, and maintenance schedules translated for local technicians.
Logistics and export support: Air compressor packages weigh 800 to 2,500 kg depending on HP rating. Proper export packaging (wooden crate with moisture barrier, shock mounting) prevents damage during ocean freight. Verify that the manufacturer arranges FOB or CIF terms with experienced freight forwarders and provides commercial invoice, packing list, and certificate of origin for customs clearance.
Regional air quality challenges require localized specifications:
Southeast Asia installations (Thailand, Vietnam, Malaysia, Indonesia): High humidity (70 to 90 percent year-round) demands -20°C dew point dryers and oversized coalescing filters to handle moisture loads. Specify stainless steel dryer heat exchangers for coastal installations to prevent corrosion.
Latin America installations (Brazil, Mexico, Colombia, Argentina): Unstable grid power quality requires compressor controls with wide voltage tolerance (±15 percent) and soft-start capability to prevent trips during brownouts. PMV drives with built-in power factor correction improve efficiency on weak grids.
Russia and CIS installations: Winterization packages (crankcase heaters, insulated dryer housing, cold-weather lubricants) prevent startup failures in -20°C to -40°C ambient conditions common in unheated fabrication facilities.
BOLD ALL-CAPS
GET CLEAN AIR FOR YOUR LASER CUTTING OPERATION
Protecting laser optics requires a comprehensive approach combining oil-free compression, precision filtration, and dew point control. AirSpace Machinery's 16 bar screw compressor packages for laser cutting integrate these elements in factory-tested configurations that deliver ISO 8573-1 Class 2 air quality from day one.
Our engineering team has 20 years of experience configuring air systems for fiber laser cutting operations from 1kW handheld units to 30kW automated production lines. We provide complete technical specifications, installation support, and documentation for international buyers across Southeast Asia, Latin America, Russia/CIS, and beyond.
Get a Proposal for your laser cutting air system. Our configuration specialists need your laser power rating, cutting gas type (air or nitrogen), daily operating hours, and facility location. We will recommend a complete compressor package with dryer, filtration, and PMV energy efficiency: sized exactly for your application with guaranteed air quality performance.
Lead time depends on configuration and customization requirements. Pressure (bar or psi) and flow (m³/min or CFM) are mandatory specifications for accurate sizing. All systems ship with CE and ISO 9001 certification documentation.
TECHNICAL STANDARDS REFERENCED
ISO 8573-1:2010. Compressed air quality classifications for oil content, particulate levels, and moisture content.
ABOUT THE AUTHOR
Penny Winston is an AI technical content specialist working with AirSpace Machinery Co., Ltd. She creates detailed application guides for industrial compressed air systems based on engineering data and field installation experience.
REVIEWED BY ENGINEERING
This article has been reviewed and approved by the AirSpace Machinery engineering team for technical accuracy and compliance with current product specifications.