What Size Laser Cutting Air Compressor Do You Need for a 16 bar Fiber Laser System (1kW–30kW)?
[HERO IMAGE] What Size Laser Cutting Air Compressor Do You Need for a 16 bar Fiber Laser System (1kW–30kW)?
https://cdn.marblism.com/cSfNrYSI76z.webp
ANSWER: For most fiber laser machines, the safest default is a dedicated 16 bar screw air compressor sized by three numbers: compressor power (typically 1.5–2× your laser source power), delivered pressure stability at 16 bar under load, and airflow capacity matched to your cutting thickness, speed, and nozzle. As a practical reference, a 10kW fiber laser commonly runs best with a 15–22kW 16 bar screw compressor supplying about 2.5–3.5 m³/min, plus correctly sized drying and filtration to protect optics.
If your laser cuts show dross buildup, inconsistent edge quality, or pressure alarms, the root cause is often a 16 bar supply that cannot hold pressure and flow at the nozzle during continuous cutting. Fiber laser cutting relies on stable 16 bar compressed air not only for cutting assist, but also for cooling, purging, and keeping lens and nozzle areas clean. Getting the sizing wrong means scrap, downtime, and avoidable consumable costs.
This guide walks through the exact sizing logic used by laser cutting shops running single-shift and 24/7 operations across Southeast Asia, Latin America, and North America.
WHY LASER CUTTING AIR COMPRESSOR SIZING IS DIFFERENT
ANSWER: Fiber laser cutting needs a dedicated 16 bar-class air system that can hold stable pressure at the machine inlet while delivering high flow and very dry, low-oil compressed air to protect optics.
Unlike general workshop air tools, fiber laser machines demand three critical performance factors simultaneously: constant 16 bar pressure stability (no fluctuation during high-speed cutting), high flow capacity (especially for thick materials), and dry, low-oil air quality (to protect optical components).
Fiber laser cutting requires a dedicated air compressor for laser machine applications, specifically a screw-type unit with stable output and minimal pressure variation.
STEP 1: MATCH COMPRESSOR POWER TO LASER POWER
ANSWER: Start with a 16 bar screw compressor package where motor power is about 1.5 to 2 times your fiber laser source power, then confirm it can hold 16 bar delivered pressure at the required airflow.
The baseline rule: your laser cutting air compressor power should be 1.5 to 2 times your laser source power. This accounts for assist gas flow at 16 bar, pressure requirements at the nozzle, and sustained operation without thermal overload.
Laser Power (kW) | Recommended Compressor Power (kW) | Typical Pressure (bar) | Expected Airflow (m³/min)
1–3 kW | 7.5–11 kW | 16 bar | 1.2–1.8
4–6 kW | 15 kW | 16 bar | 2.0–2.5
8–10 kW | 15–22 kW | 16–20 bar | 2.5–3.5
12–15 kW | 22–37 kW | 20 bar | 3.5–5.0
20–30 kW | 37–55 kW | 20 bar | 5.0–7.5
For reference, a shop running a 12kW fiber laser cutting 10mm carbon steel continuously should specify a 30kW 16 bar screw compressor with at least 4.0 m³/min rated flow. Operating below this spec leads to pressure starvation during rapid traverse moves or when cutting multiple parts simultaneously.
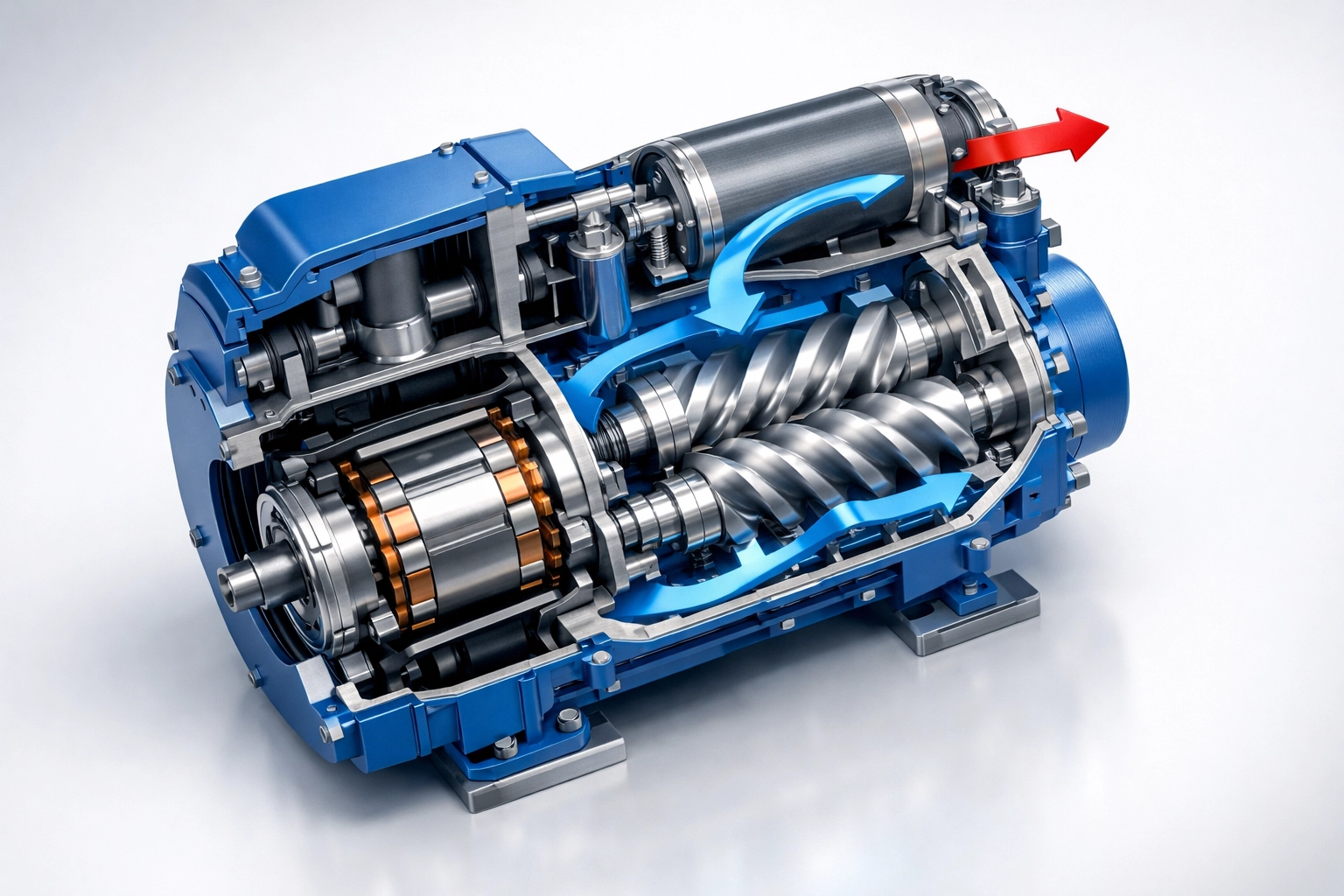
Internal view of screw air compressor showing permanent magnet motor and twin rotors
https://cdn.marblism.com/Tbi3cPR-3bP.webp
STEP 2: CALCULATE AIRFLOW BASED ON CUTTING PARAMETERS
ANSWER: Your 16 bar screw compressor must deliver enough airflow at 16 bar (not just “free air” at lower pressure) to prevent pressure drop at the laser machine during continuous cutting.
Pressure alone does not determine sizing. Airflow capacity must match your actual cutting demand, which varies based on material thickness, cutting speed, nozzle diameter, and number of cutting heads.
Use this simplified formula for baseline estimation:
Required Airflow (m³/min) = Safety Factor × Cutting Area (m²) × Cutting Speed (m/min) × Number of Heads
The safety factor ranges from 1.2 to 1.5, accounting for air leaks, pressure drops in distribution lines, and future expansion. For a single-head laser cutting 0.01 m² area at 3 m/min, the baseline flow is approximately 0.036–0.045 m³/min per cut. However, real-world consumption includes purge gas, cooling air, and auxiliary equipment, so total demand typically lands between 2.5–5.0 m³/min for a 10kW system.
Shops in high-humidity regions (Southeast Asia, coastal Latin America) should add 20 percent extra flow capacity to compensate for moisture load on refrigerated dryers. A 10kW laser in Jakarta or São Paulo benefits from a 22kW compressor rather than a 15kW unit to maintain stable dew point below +3°C.
STEP 3: SPECIFY PRESSURE RATING FOR MATERIAL THICKNESS
ANSWER: If you want consistent results across mixed jobs, size around 16 bar as the practical standard for fiber lasers, then keep a small margin above the machine’s maximum working pressure for line losses and peak demand.
Fiber laser cutting uses compressed air as the primary assist gas for carbon steel and some aluminum applications. Thicker materials demand higher pressure to ensure clean slag removal and smooth edge finish.
Material Thickness (mm) | Minimum Pressure (MPa) | Recommended Pressure (bar) | Cutting Quality Impact
0.5–3 mm | 0.8–1.0 | 10–12 bar | Light assist; minimal pressure required
3–8 mm | 1.0–1.2 | 12–16 bar | Standard industrial cutting range
8–12 mm | 1.2–1.5 | 16–20 bar | High-pressure demand for edge quality
Above 12 mm | 1.5–1.6 | 20+ bar | Maximum pressure to prevent dross
Always size your air compressor for laser machine use with a 0.1–0.2 MPa margin above your laser's maximum working pressure. If your laser manufacturer specifies 1.3 MPa maximum, select a 16 bar screw compressor (approximately 1.6 MPa) to avoid pressure-limiting situations during peak demand and to keep 16 bar available at the machine inlet after normal line losses.
Shops cutting stainless steel or aluminum exclusively may use nitrogen instead of air, but still require compressed air for lens cooling and cabinet purging, typically at lower pressure (8–10 bar) and reduced flow.
Fiber laser cutting machine connected to 16 bar screw air compressor in industrial workshop
https://cdn.marblism.com/VpKRILnxLVH.webp
STEP 4: ACCOUNT FOR TANK SIZE AND CONTINUOUS OPERATION
ANSWER: Use the receiver tank to help your 16 bar screw compressor maintain stable 16 bar supply during load spikes (start of cut, rapid moves, purge cycles) and to reduce pressure fluctuation at the laser machine.
A properly sized receiver tank smooths out pressure fluctuations and reduces compressor cycling frequency. For laser cutting applications, specify a minimum tank volume of 500–1,000 liters (approximately 130–260 gallons) for compressors in the 15–37kW range.
Larger tanks (1,500+ liters) benefit 24/7 operations by storing reserve air during load spikes, such as when the laser initiates a new cut or rapidly traverses between parts. Smaller tanks cause the compressor to cycle more frequently, increasing wear on the motor and reducing overall system lifespan.
In regions with unstable grid power (parts of Latin America, Southeast Asia), pair your laser cutting air compressor with a tank sized for at least 3–5 minutes of cutting time at full load. This provides a buffer during brief voltage sags or frequency variations that might momentarily reduce compressor output.
WHY 16 BAR SCREW COMPRESSOR IS THE STANDARD FOR FIBER LASERS
ANSWER: A 16 bar screw compressor is the most common “default spec” for an air compressor for laser machine setups because it reliably supports air-assist cutting across a wide thickness range while staying compatible with industrial air treatment hardware.
Most fiber laser OEMs specify 16 bar (1.6 MPa) as the optimal working pressure for air-assist cutting. This pressure rating balances several factors: sufficient force to remove molten material, minimal turbulence at the nozzle exit, and compatibility with standard industrial air treatment components (dryers, filters, regulators).
A 16 bar screw compressor delivers stable output across varying ambient temperatures and can maintain rated pressure even with moderate line losses (typically 0.1–0.3 bar per 10 meters of piping). Screw-type units provide continuous duty cycles without the pulsing characteristic of piston compressors, which is critical for laser cutting where even slight pressure variation affects kerf width and edge squareness.
For shops planning to add more laser machines or upgrade to higher-power units (20kW+), installing a 20 bar system initially provides headroom for expansion without requiring a complete compressor replacement.
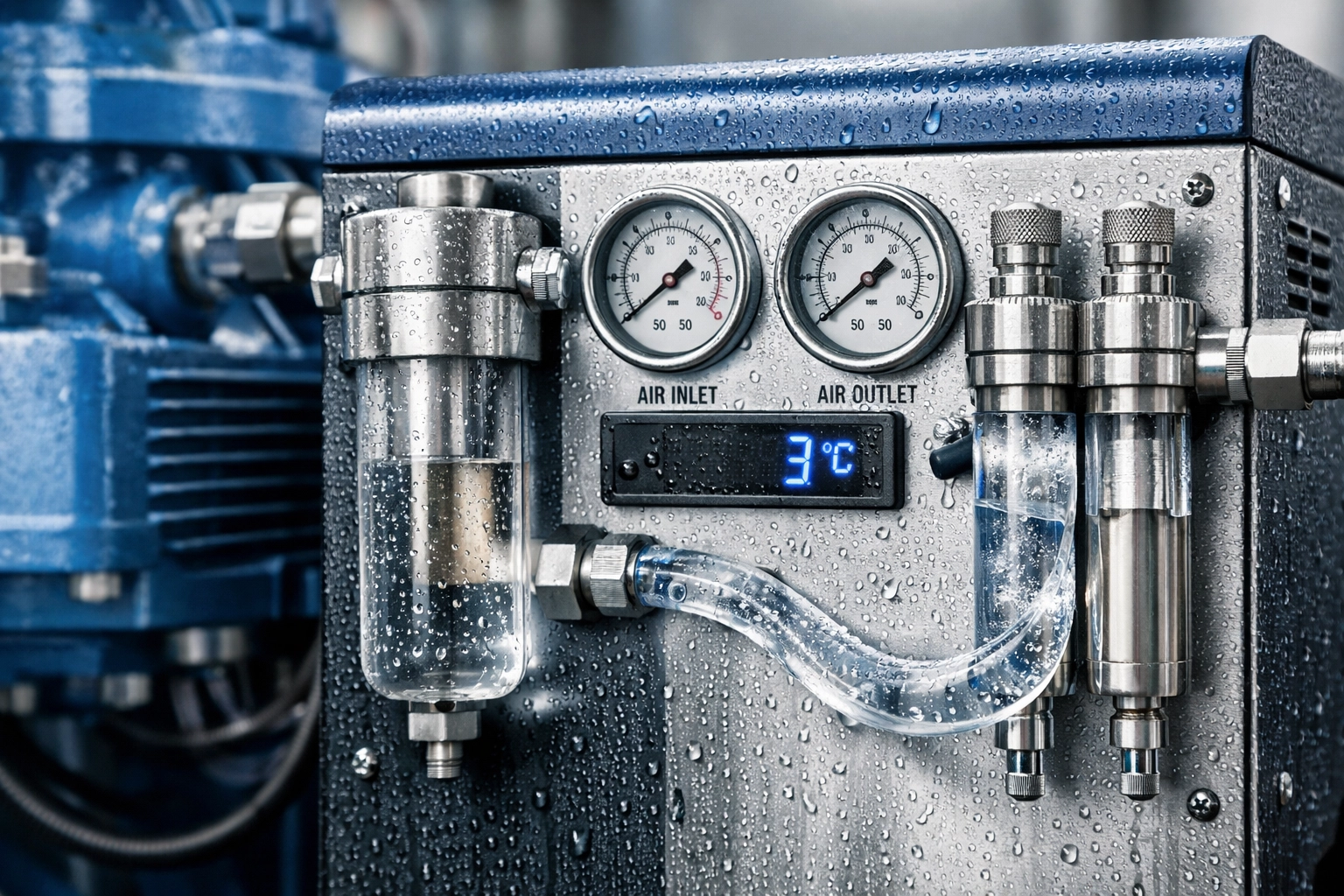
Refrigerated air dryer with moisture separator and filters for laser cutting air treatment
https://cdn.marblism.com/kPfTuWZf3mX.webp
COMMON SIZING MISTAKES THAT HURT CUTTING QUALITY
ANSWER: The most common failure pattern is a “16 bar on paper” laser cutting air compressor that cannot deliver stable 16 bar at the actual required flow, combined with inadequate drying that lets moisture reach the laser.
Undersizing airflow capacity: Selecting a compressor based only on pressure rating while ignoring flow leads to pressure drops during continuous cutting. A 15kW 16 bar screw compressor delivering only 1.8 m³/min cannot support a 10kW laser cutting thick plate at high speed.
Ignoring air quality requirements: Fiber laser optics are sensitive to oil contamination and moisture. Using an oil-lubricated screw compressor without proper filtration (0.01 micron) and drying (dew point +3°C or lower) causes lens clouding and expensive downtime. Always pair your laser cutting air compressor with a correctly sized dryer and multi-stage filtration.
Skipping pressure margin: Specifying a compressor that exactly matches your laser's maximum pressure (for example, 1.2 MPa compressor for a 1.2 MPa laser) leaves no buffer for line losses or future thick-material cutting. The result is inconsistent edge quality and frequent pressure faults at 16 bar demand points.
Neglecting ambient conditions: A compressor rated for 2.5 m³/min at 20°C ambient will deliver less flow at 35°C (common in non-air-conditioned shops in tropical regions). Factor in your actual operating temperature when verifying specifications and dryer performance.
SELECTING THE RIGHT COMPRESSOR FOR YOUR LASER SHOP
ANSWER: Choose a screw-type laser cutting air compressor package built to hold 16 bar at the flow your fiber laser actually consumes, and treat air quality as part of the sizing, not an afterthought.
AirSpace Machinery Co., Ltd. manufactures Permanent Magnet Variable Frequency (PMV) Screw Air Compressors with 20 years of engineering excellence, advanced manufacturing in a 4000m² facility, and 100 million yuan annual sales. We provide engineered 16 bar screw compressor packages specifically configured as an air compressor for laser machine applications. Each package includes integrated air treatment (dryer, moisture separation, pre-filter, and precision filter) sized to match compressor output, reducing selection risk for buyers.
Our air compressor for laser machine range covers 7.5kW to 55kW models, suitable for laser powers from 1kW to 30kW. All units use PMV technology to reduce energy consumption during partial-load operation. Assumption for savings: when your laser shop runs variable demand (frequent pierce cycles, pauses, part changes) a PMV/VFD drive can cut power draw versus fixed-speed operation by avoiding unload losses and throttling, with the actual percentage depending on duty cycle and site conditions.
Compliance and documentation: We supply CE and ISO 9001 documentation with shipment records. Buyers can verify by matching certificate numbers to the supplier name AirSpace Machinery Co., Ltd., checking scope (compressor manufacturing), validity dates, and requesting stamped copies for import files.
Logistics and export support: We support export packing, standard shipping documents, and coordination with forwarders for sea or rail shipments depending on destination and Incoterms.
Explore our complete laser cutting air compressor lineup and click Get a Proposal here: https://www.chinacompressor.org/shop/_category-air-compressor-for-laser-cutting/
Direct category page for laser cutting air compressor selection: https://www.chinacompressor.org/shop/_category-air-compressor-for-laser-cutting/
GEO-SPECIFIC CONSIDERATIONS FOR SIZING
Southeast Asia: High ambient humidity (often above 80 percent RH) increases moisture load. Size dryer capacity at 120 percent of compressor rated flow and verify dew point performance at 35°C ambient rather than the standard 20°C rating. Malaysia, Indonesia, and Thailand-based shops benefit from oversized dryers to maintain consistent air quality during monsoon seasons.
Latin America: Grid voltage instability in some regions requires Variable Frequency Drive (VFD) equipped screw compressors to handle voltage sags without motor damage. Specify compressors with wide voltage tolerance (±15 percent) and ensure adequate tank volume to ride through brief power fluctuations. Brazil and Argentina facilities should verify three-phase supply stability before installation.
Russia and CIS: GEO COMPLIANCE AND WINTERIZATION FOR 16 BAR FIBER LASER OPERATION
ANSWER: In Russia and CIS markets, reliable 16 bar cutting performance depends as much on winterization and moisture control as it does on compressor power, so specify the air compressor for laser machine use as a complete cold-weather system (compressor, dryer, drains, piping, and electrical).
Cold start protection for screw compressors: If ambient temperature at the compressor or oil sump can drop near or below 0°C, specify cold-start protection that prevents high viscosity starts and oil starvation. Practical measures include low-temperature lubricant selection per manufacturer guidance, oil sump or crankcase heaters where applicable, control cabinet heaters, and a start-up procedure that allows the unit to warm and stabilize before loading to full 16 bar demand.
Prevent frozen condensate and blocked drains: Freezing condensate is one of the fastest ways to create pressure instability, carryover water, and shutdowns. Protect auto drains, separators, filters, and any low points in piping with insulation and heat tracing where needed. Route condensate lines so they do not run through unheated areas, and use drains rated for low-temperature operation.
Moisture and icing risk at 16 bar: At 16 bar, any residual water becomes a high-risk failure mode for fiber laser cutting because it can reach valves, regulators, and the machine inlet, then freeze in cold piping or cause corrosion and pressure instability. Design the system to keep liquid water out of the distribution line, not only out of the compressor room.
Dryer selection for sub-zero conditions and frozen dryer prevention: Standard refrigerated dryers are generally intended for indoor, above-freezing environments. If the dryer, its inlet piping, or condensate drain can be exposed to sub-zero ambient, confirm the dryer’s allowable ambient range and select a solution that avoids freezing inside the heat exchanger and drain circuit. For any downstream line that can drop below 0°C, target a pressure dew point below the lowest ambient at the coldest part of the system, and protect drains against freezing. Also confirm that the dryer’s condenser and fan controls can operate at low ambient without short-cycling or freeze-up.
Voltage and frequency notes (local industrial expectations): Many Russia/CIS factories operate 380V 50Hz three-phase, but actual site supply can vary by facility and region. Confirm motor nameplate and VFD compatibility for local voltage and frequency before shipment, and plan for local electrical protection (proper grounding, surge protection, and correctly sized breakers) to meet plant standards and reduce nuisance trips.
Local industrial expectations and documentation: Buyers commonly expect clear winterization guidance, spare drain kits, and maintenance instructions suitable for cold climates, plus complete CE and ISO 9001 documentation for procurement files. For acceptance, include delivered pressure requirement (16 bar at the machine inlet) and required airflow in the commissioning checklist.
North America and Europe: Shops in these regions typically face fewer environmental challenges but must account for energy costs. PMV-driven compressors reduce power consumption versus fixed-speed units when demand varies, with actual savings depending on duty cycle, pressure setpoints, and operating hours.
GETTING A SIZING RECOMMENDATION FOR YOUR LASER
If you are unsure which 16 bar screw compressor matches your specific fiber laser model, material mix, and shift schedule, request a technical sizing proposal. Provide your laser power (kW), maximum material thickness (mm), typical cutting speed (m/min), operating hours per day, required pressure (bar/psi), and required flow (m³/min or CFM).
AirSpace Machinery engineering team reviews these parameters and recommends a complete air system package including compressor, dryer, tank, and filtration matched to your exact application. Lead time depends on configuration.
Get a Proposal: https://www.chinacompressor.org/shop/_category-air-compressor-for-laser-cutting/
SOURCES AND STANDARDS
Air quality targets reference ISO 8573-1 compressed air contamination classes. Compressor performance ratings reference ISO 1217 test methods (Annex C commonly used for displacement compressor testing). Electrical and winterization requirements should be validated against local site conditions and component manufacturer ambient specifications.
ABOUT THE AUTHOR
Penny Winston is an AI technical writer specializing in industrial compressed air systems for manufacturing applications. She works with engineering teams to translate complex specifications into practical sizing and selection guidance for international buyers.
Reviewed by Engineering
This article has been reviewed and approved by the AirSpace Machinery engineering team to ensure technical accuracy and alignment with current product specifications and industry best practices.




{kind=link}
{kind=link}
{kind=link}
{kind=link}