TROUBLESHOOTING PRESSURE DROPS IN 16-BAR FIBER LASER AIR SYSTEMS
Pressure drops from 16 bar at the compressor to 12 to 13 bar at the cutting head are usually caused by one restriction in the air path, most often clogged filter elements, undersized piping, a malfunctioning pressure regulator, or a refrigerated dryer being bypassed or not draining. Start by measuring pressure at the cutting head under full cutting load, then work upstream component by component to find where the pressure drop occurs.
AirSpace Machinery Co., Ltd. delivers this workflow based on 20 years of engineering excellence, a 4000m² manufacturing facility, and 100M yuan annual sales supporting industrial fiber laser operations in Southeast Asia, Latin America, and Russia/CIS.
[HERO IMAGE] https://cdn.marblism.com/EwmhyhfBlGA.webp
WHY 16-BAR SYSTEMS ARE CRITICAL FOR FIBER LASER PERFORMANCE
Fiber laser cutting machines require consistent assist gas pressure to achieve clean cuts, especially when processing reflective materials like aluminum or brass. A 16 bar screw compressor provides the necessary headroom to compensate for line losses while maintaining 10-12 bar at the nozzle: the minimum threshold for quality cutting performance on materials above 6mm thickness.
According to ISO 8573-1 air quality standards, pressure stability directly impacts particle contamination levels. When system pressure fluctuates beyond ±0.5 bar, the resulting turbulence can introduce contaminants that damage expensive optical components.
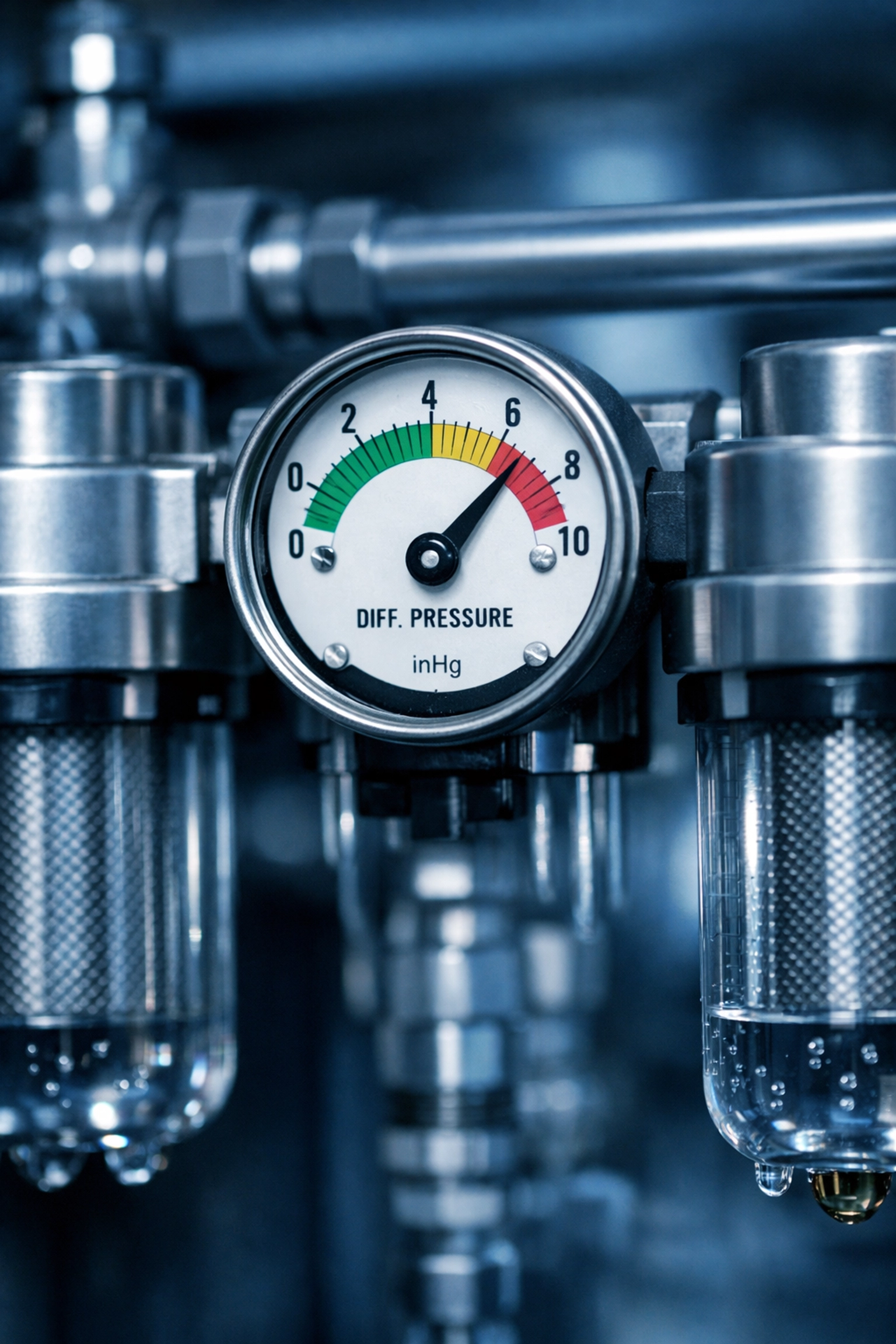
IMAGE: Differential pressure gauge on air filter housing for laser cutting air compressor system
https://cdn.marblism.com/hZlTASMzw3b.webp
UNDERSTANDING PRESSURE LOSS IN LASER AIR DISTRIBUTION SYSTEMS
Every component between your air compressor for laser machine and the cutting head introduces resistance. A properly designed system accounts for 2-3 bar of total pressure drop across filters, dryers, regulators, and piping. When losses exceed 4 bar, you're dealing with a system bottleneck that demands immediate attention.
The physics are straightforward: pressure drop increases exponentially with flow velocity. Undersized piping: a common issue in retrofitted installations: forces compressed air through restrictive pathways, converting pressure energy into heat and turbulence rather than maintaining usable delivery pressure.
TROUBLESHOOTING STEP 1: INSPECT FILTER ELEMENTS AND HOUSINGS
Clogged filters are the most frequent cause of sudden pressure drops in laser cutting air compressor systems. Start your diagnosis here because it's the quickest fix with the highest success rate.
Check the differential pressure gauge across each filter stage. When the reading exceeds the manufacturer's recommended replacement threshold (typically 0.3-0.5 bar for coalescing filters), element saturation is restricting flow. Even if your maintenance schedule suggests another month of service life, replace the element immediately.
Pay special attention to the coalescing filter downstream of your refrigerated dryer. This location experiences the highest contamination load from condensed water, compressor lubricant carryover (even from oil-free units), and atmospheric particulates. In high-humidity environments like Southeast Asia, daily condensate loads can exceed design specifications during monsoon seasons.
IMAGE: Permanent Magnet Variable Frequency (PMV) Screw Air Compressor
https://cdn.marblism.com/HoF-hWJblkD.jpg
TROUBLESHOOTING STEP 2: VERIFY PIPING DIAMETER AND LAYOUT
Undersized piping is a design flaw that haunts many laser installations, especially when facilities expand cutting capacity without upgrading air distribution infrastructure. The relationship between pipe diameter and pressure drop is not linear: reducing pipe diameter by 50 percent increases pressure drop by approximately 1600 percent at the same flow rate.
For a 30kW fiber laser machine requiring 3.5 m³/min at 16 bar, minimum piping should be DN40 (1.5 inch) for runs under 20 meters. Longer distances or multiple machines demand DN50 or larger to maintain acceptable velocity below 6 m/s.
Walk your entire air distribution system and measure actual installed pipe diameters. Look for reducer fittings installed during equipment additions: these create turbulence zones that dramatically increase resistance. Sharp 90-degree elbows contribute more pressure loss than gradual bends; count them as equivalent to 2-3 meters of straight pipe each.
In Russia-CIS installations operating in sub-zero ambient conditions, verify that exterior piping maintains adequate insulation. Cold pipe walls increase condensation risk and can freeze moisture droplets into ice blockages that choke flow entirely.
TROUBLESHOOTING STEP 3: EXAMINE REFRIGERATED DRYER OPERATION
Refrigerated dryers remove moisture by cooling compressed air to 2-4°C, condensing water vapor into liquid that drains away. When dryers malfunction, operators sometimes bypass them to maintain production: a dangerous shortcut that introduces moisture directly into laser cutting systems.
Check whether your dryer is actively cooling. Place your hand on the dryer's heat exchanger; it should feel cool to the touch during operation. If it's warm or ambient temperature, the refrigeration circuit has failed.
Verify the condensate drain is functioning automatically. Manual drains that aren't serviced regularly allow water to accumulate in the dryer sump, eventually carrying over into downstream piping. This moisture contamination can fog laser optics within hours of exposure.
Measure the pressure dew point at the dryer outlet using a hygrometer. A properly functioning refrigerated dryer delivers +3°C dew point under standard conditions. In Latin American facilities with grid stability issues, voltage fluctuations can prevent dryers from reaching target temperatures, resulting in inadequate moisture removal despite appearing to operate normally.
IMAGE: Industrial piping infrastructure showing air distribution system for 16-bar laser compressor
https://cdn.marblism.com/AgWydOGZ5Hw.webp
TROUBLESHOOTING STEP 4: CALIBRATE PRESSURE REGULATORS AND CHECK VALVE SEATS
Pressure regulators maintain consistent downstream pressure by modulating flow restriction. When regulator diaphragms wear or valve seats accumulate debris, they fail to maintain setpoint or introduce excessive pressure drop.
Remove the regulator bonnet and inspect the diaphragm for cracks, punctures, or hardening. Rubber diaphragms exposed to oil contamination deteriorate rapidly, losing their ability to respond accurately to pressure changes.
Clean the valve seat with compressed air or a soft brush. Even small particles wedged in the seat can prevent full closure, causing pressure bleed and unstable regulation. Replace the regulator if cleaning doesn't restore proper function: regulators are wear items with finite service lives, typically 3-5 years in continuous laser operations.
QUICK TROUBLESHOOTING CHECKLIST FOR 16-BAR LASER AIR SYSTEMS
The fastest way to isolate the bottleneck is to verify cutting head pressure under full load first, then check each component for abnormal differential pressure or flow restriction.
Step 1. Measure actual delivery pressure at the cutting head with a calibrated gauge while operating at full load. Compare this reading to your air compressor for laser machine outlet pressure.
Step 2. Inspect all filter differential pressure indicators. Replace any element showing differential pressure above 0.5 bar.
Step 3. Verify the refrigerated dryer is cooling and automatically draining condensate. Confirm bypass valves are fully closed during normal operation.
Step 4. Check for air leaks at all connection points using ultrasonic leak detection or soapy water solution. Even small leaks around 0.1 m³/min reduce available flow and increase compressor runtime.
Step 5. Confirm piping diameter meets minimum standards for your flow requirements. Measure actual installed sizes, not what appears on original drawings.
Step 6. Test pressure regulator response by adjusting setpoint and observing how quickly downstream pressure stabilizes. Sluggish response indicates diaphragm or valve seat issues.
Step 7. Review compressor runtime data. If your 16 bar screw compressor runs continuously at full load, system demand may exceed rated capacity, causing pressure dips during peak consumption.
IMAGE: Refrigerated air dryer unit with condensate drain for fiber laser air compression system
https://cdn.marblism.com/melqV8JNqfY.webp
REGIONAL CONSIDERATIONS FOR PRESSURE STABILITY
Southeast Asia. High humidity increases condensate load and accelerates coalescing filter saturation, which increases differential pressure and restricts flow. Size refrigerated dryers conservatively, and validate dew point performance during monsoon conditions. Add secondary coalescing filtration when water carryover is common.
Latin America. Power quality issues can prevent refrigerated dryers from holding stable cooling cycles even when the unit appears to run. Use voltage stabilization where needed and verify dryer outlet dew point and drain operation after any voltage sag events.
Russia/CIS. Sub-zero ambient conditions create two common failure modes: condensate freezing in drains and moisture freezing into localized ice restrictions in cold sections of piping. Winterize by heat-tracing and insulating exposed pipe runs, keeping compressor rooms above +5°C, using cold-rated automatic drains, and ensuring dryer bypass loops have isolation valves so you can service dryers without forcing wet air into the laser line. After any freeze event, inspect low points, strainers, and filter bowls for ice damage and re-check differential pressure across each stage.
SELECTING THE RIGHT LASER CUTTING AIR COMPRESSOR INFRASTRUCTURE
Preventing pressure drops begins with proper system design. AirSpace Machinery's Permanent Magnet Variable Frequency (PMV) screw air compressors deliver stable 16-bar output with automatic pressure regulation that compensates for downstream consumption variations.
Our 4000m² manufacturing facility produces laser-specific air compression systems incorporating oversized receivers, multi-stage filtration, and properly sized distribution piping: engineered to maintain ±0.3 bar stability at cutting heads even under variable load conditions.
Browse our complete range of air compressors for laser cutting applications, designed and manufactured to CE and ISO 9001 standards with full technical support for international installations.
GET A PROPOSAL FOR YOUR LASER CUTTING AIR SYSTEM
AirSpace Machinery Co., Ltd. supplies Permanent Magnet Variable Frequency (PMV) Screw Air Compressors and laser-specific compressed air packages designed for stable 16-bar delivery with correctly sized filtration, dryers, receivers, and distribution piping. We manufacture in a 4000m² facility, operate under ISO 9001 quality management, and supply CE-compliant equipment for export.
To get a proposal, send mandatory operating requirements:
Pressure: bar or psi
Flow: m³/min or CFM
Lead time depends on configuration. We provide export packing, documents for customs clearance, and logistics support for international shipments.
To browse the laser cutting compressor category page:
https://www.chinacompressor.org/shop/_category-air-compressor-for-laser-cutting/
Buyer verification notes for global procurement:
CE. Ask for the Declaration of Conformity and matching nameplate data, and confirm the technical file is available for the delivered model.
ISO 9001. Ask for the current ISO 9001 certificate and scope covering manufacturing of air compressors and related equipment.
SOURCES AND STANDARDS
ISO 8573-1, Compressed air quality and contamination classes, referenced for air quality and stability considerations.
Manufacturer filter guidance, referenced for typical coalescing filter differential pressure replacement ranges such as 0.3 to 0.5 bar.
Engineering design practice for distribution systems, referenced for typical total system pressure drop targets such as 2 to 3 bar when correctly sized.
AUTHOR BOX
Penny Winston, AirSpace Machinery Co., Ltd. Blog Writer. Focus: industrial compressed air systems for laser cutting applications, including PMV screw compressor selection, air treatment, and export project support.
Reviewed by Engineering



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}